Mô tả vấn đề: Sau một năm hoạt động, hiệu ứng nêm vào trục trộn (chỉ một cái!) Xuất hiện, mà tôi không để ý lắm. Chỉ cần bắt đầu quay trước khi sử dụng. Nhưng gần đây trục "kẹt" không chặt. Nguyên nhân sơ bộ là do đường. Có thể, cái nêm là hậu quả của quá trình caramen hóa (đường "bám chặt" vào sắt như một chất epoxy). Tôi quyết định tháo rời và phát hiện lỗi. Và ngay lập tức - có thêm hai vấn đề.
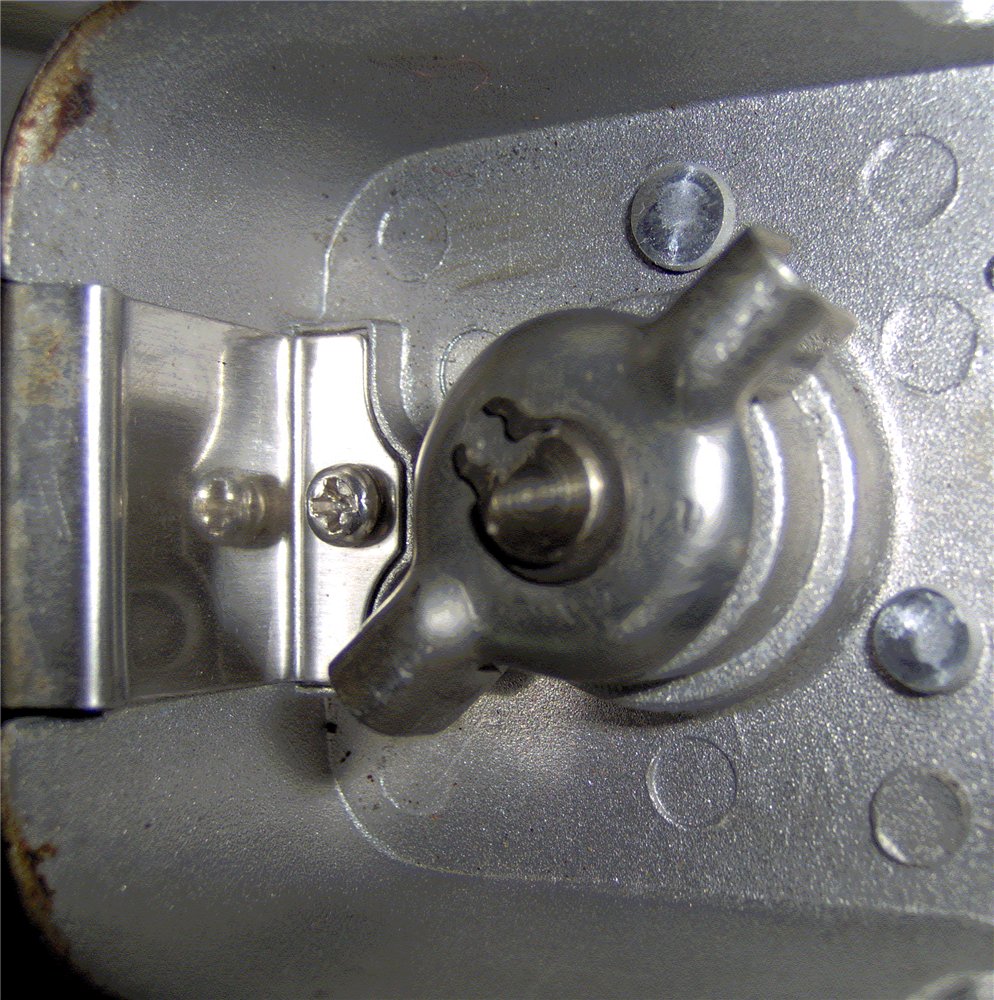
1) Trục bị kẹt, bên cạnh đó kẹp lò xo "lủng lẳng" (đĩa được cố định bằng vít, xem hình vẽ). Điều này có thể được nhìn thấy và ảnh hưởng đến dòng chảy của xi-rô dưới tuyến. Tôi bắt đầu siết vít bằng tuốc nơ vít Phillips - xé các khe và vít bị kẹt chặt. Anh vặn nó bằng kẹp trong một giờ. Tôi đã sửa lại sợi chỉ bằng một cái vòi và gần như cắt phần đáy bằng đầu nhọn của nó. Nếu bạn lặp lại thí nghiệm, bạn nên làm cùn phần cuối của vòi trên máy mài.
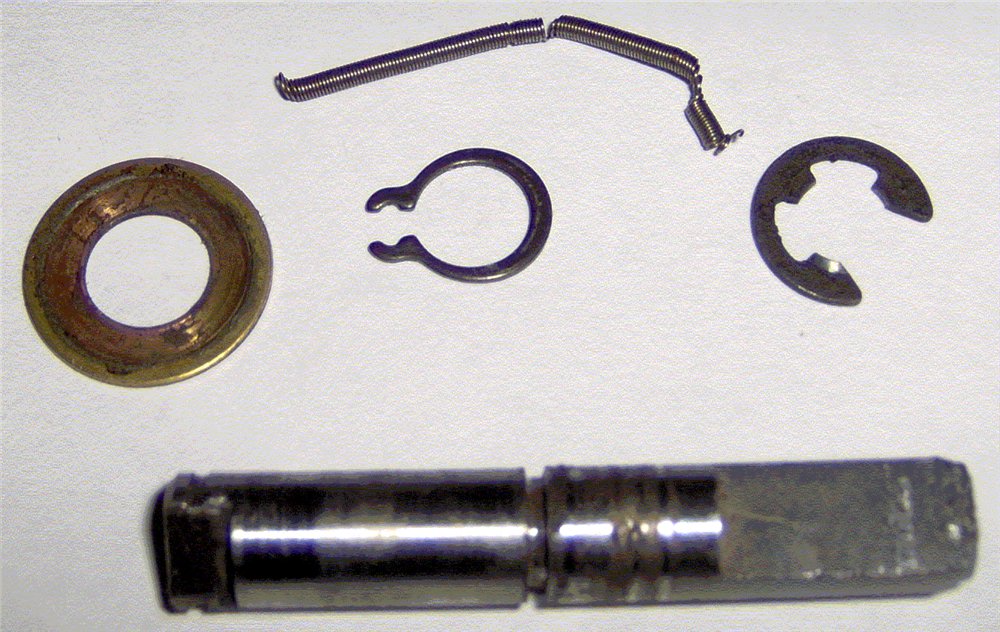
2) Sau đó anh ta bắt đầu ấn trục ra bằng cách gõ nhẹ. Và sau đó tôi tình cờ gặp nó: hóa ra là bên dưới miếng đệm cao su trên trục có một vòng đệm lò xo và một lò xo có đường kính 1,6 mm ở dạng một chiếc vòng. Cái lò xo này, ở dạng bị rách, tôi vắt qua tuyến nướu, làm rách nó.
Dưới đây là hình ảnh lắp ráp máy khuấy:Trục và phụ kiện
Khớp nối nửa

Nút PSh

Hộp nhồi bông

Bộ trộn SB
Tôi không có bảo đảm cho bếp. Dịch vụ không sửa gầu và không đưa ra lời khuyên.
Trong các sách tham khảo - không có loại đệm này (còng gia cố) 8x18x7 phiên bản 2 trong GOST, mà chỉ có trong DIN (nhập khẩu). Tôi gọi cho các công ty cao su khác nhau, rằng trong lối vào gần nhất, có các sản phẩm cao su khác, nhưng không có con dấu dầu cần thiết. Con dấu thân van ô tô không phù hợp.
Nhìn xa hơn, tôi đã tìm thấy nó. Có một công ty tốt, họ nói một ngôn ngữ kỹ thuật thuần túy và sẵn sàng giúp đỡ. Tôi lấy một cái xô, thức ăn. Một cách bình tĩnh, với sự phù hợp, trong 15 phút trên một máy CNC với giá nửa triệu euro, với tốc độ và độ chính xác chóng mặt, tôi mài một con dấu làm bằng cao su chịu nhiệt với giá 160 rúp (120 + 40 mỗi tốc độ). Mình đồng ý lưu cài đặt trên máy, nếu ai đó muốn dùng kênh này thì mình tìm hiểu các bác có thể gửi qua mail. Tôi đến cửa hàng, mua loại mỡ PMS-200 (nhớt hơn PMS-100), tra mỡ vào tất cả các bề mặt cọ xát của bộ phận lắp ráp, thu gom và nướng bánh mì. Tiêu cực duy nhất là quay - không đúc, bề mặt thô ráp, dính một chút, tôi nghĩ dầu hướng dương sẽ giúp ích. Trong cửa hàng "CHIP và DIP" này (liên hệ - xem bên dưới), bạn sẽ có thể đặt hàng dầu mỡ qua đường bưu điện. Giá -64 rúp.
Hình ảnh:Đây là con dấu dầu của chúng tôi
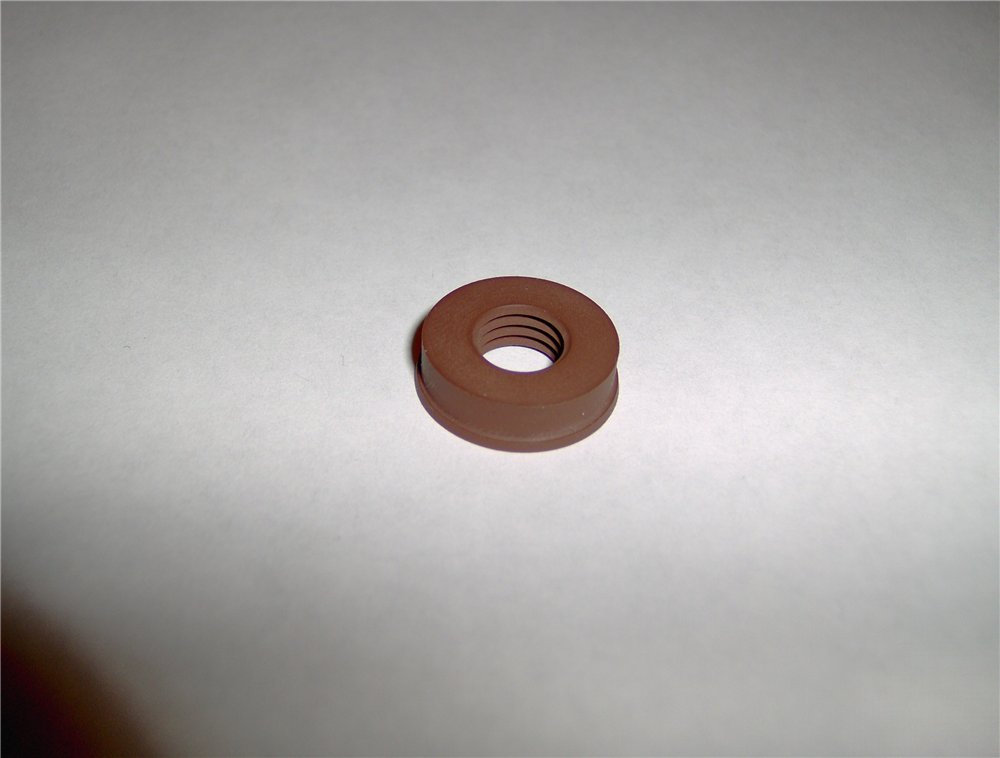
Và đây là anh ấy đã ở trong thùng
Dầu mỡ
Bây giờ điều chính:Phân tích sơ bộ về thiết kế gầu cho thấy những điều sau:
1) Nắp xô đủ chắc. Nếu bạn loại bỏ bột bị cháy chỉ sau khi ngâm một chút vào nước ấm và cẩn thận lấy bột ra bằng tay của bạn, xô sẽ tồn tại đủ lâu để tồn tại sự mài mòn của các bộ phận quay.
2) Trục và ổ trượt (p / w) được làm bằng thép thô (tôi nghi ngờ rằng p / w được làm bằng gang xám, và trục được làm cứng). Không có mài, vì nó không cứng. Phản ứng dữ dội lớn - bù nhiệt.
3) Trục p / w không đồng trục với trục của lỗ khoan tuyến (có thể là khe hở giữa mép gầu và lỗ trong vùng p / w). Có nghĩa là sự bù đắp này là do sự co giãn của tuyến đệm (vòng lò xo giúp bám chặt).
4) Các đĩa đệm lò xo trên bộ phận đúc của gầu được cố định kém và không định tâm, khi đó trục khuấy và trục bánh răng truyền động bị lệch. Đây là tiếng ồn và độ mài mòn của các khớp nối tăng lên.
5) Sau khi đọc một đoạn của bài báo "Chẩn đoán của các nhà sản xuất bánh mì Moulinex" về Mulya trong P&C số 9 tr. ("Sự hiện diện của đai răng và các bánh răng có đường kính lớn trong bộ phận cơ khí của ổ đĩa làm giảm đặc tính động học của hệ thống quay. Hệ thống động học như vậy cứng hơn các hệ thống truyền thống được các nhà sản xuất khác sử dụng.Tôi nhận thấy rằng vị trí của máy trộn cũng là một điểm quan trọng. máy trộn gặp nhau) sẽ có tác động và biến dạng vi mô của cặp ma sát ...
6) Kiểm tra trục được tháo ra (xem ảnh) cho thấy sự dính của đường caramen cũng xảy ra ở khu vực tuyến. Chúng tôi có một cam quay, trong đó xi-rô đi qua các vùng không bám dính của tuyến và trục có còi đến vùng nóng hơn của p / w. Sau khi nguội bớt - một cái nêm.
Kết luận:1) Đừng hoảng sợ!
2) Chúng tôi mua PMS-200 qua đường bưu điện và bôi trơn cặp trượt trước khi làm việc.
3) Ai bị mòn nhiều - ngay khi lấy bánh ra - quay trục bằng máy khuấy hoặc từ bên dưới cho khớp nối. Nên giúp tránh một cái nêm, đặc biệt là vì xô nguội nhanh chóng. Hãy đề phòng. Cái xô đang nóng! Khi nhiệt độ giảm xuống (bạn có thể chạm vào thành xô), có thể ngâm toàn bộ gầu có vấn đề không có dầu bôi trơn và sau đó, lấy nước ấm, để nó hoạt động ở chế độ nhào trộn để làm tan lớp bám trên trục và trong vùng đệm. Chỉ cần không nhúng xô nước nóng. Làm hỏng lớp phủ.
4) Về việc bôi trơn. Nếu bạn không thể bị PMS, hãy thử Weldtite Teflon Spray (dành cho xe đạp). Nó có sức xuyên thấu rất lớn, chỉ đến khi bay hơi mới có mùi hắc.
5) kiểm tra sự gắn chặt của các tấm được đề cập ở trên. Nếu không sửa chữa, sẽ có gia tăng mài mòn.
Liên kết:------------------------------
Chất lỏng polymethylsiloxan
Dầu silicon PMS-200 (chai PET có vòi), 20 ml.
Dầu silicon (chất lỏng silicone) PMS-200 GOST 13032-77 (Số CAS 63148-62-9)
Được thiết kế để bôi trơn các bộ phận chịu tải nhẹ trong các bộ phận ma sát và lăn trong các thiết bị, thiết bị gia dụng và văn phòng. Trong các sản phẩm chăm sóc xe hơi - để bôi trơn các phớt cao su, xử lý kỵ nước của dây điện cao áp và các bộ phận.
Quán tính tuyệt đối. Tách chất lỏng.
Không thấm nước.
Xuất hiện: Chất lỏng trong suốt
Độ nhớt (centistokes): 200 cSt
Nhiệt độ làm việc: -50 đến + 2000C
Thể tích: 20 ml.
Đóng gói: chai PET
Đóng gói: 10 chiếc. trong nhiệt co lại
www .chip-nhúng. ru / catalog / show / 2198.aspx Tại sao lại sử dụng PMS-100?
Vì nó được chấp thuận để sử dụng trong ngành công nghiệp thực phẩm, ví dụ
www. lakmar.com. ua / catalog / use / 9 /
-------------------------------------------------------------------------
Sản xuất con dấu dầuSPb, công ty "ROST"
www. sự nắm giữ. ru / về / hồ sơ R04 của chúng tôi
www. sự nắm giữ. ru / production / 46 / production92.html Người quản lý - Pavel (lần đầu tiên với anh ấy)
Người vận hành máy - Ivan
Các nguồn trên máy tính của họ
Moulinex \ 5002
hai tập tin
bwr04 + r04.PDF
r04 + bwr04.PDF
---------------------------------------------
PSMột lựa chọn chưa được thử nghiệm cho Samodelkins. Tôi đã giữ nó trong dự trữ. Ý tưởng (chưa được kiểm tra) - dành cho trường hợp bạn cần làm gấp nhưng không có nơi nào để lấy phụ tùng thay thế (sản xuất "trên gối").
Do đó, bổ sung ở đây là thích hợp hơn, nhưng để chỉ trích.
Ở đây chúng tôi cần một hộp đựng bằng kim loại EMPTY 16 gauge (do một thợ săn tình cờ tìm thấy hoặc tặng cho dịp này, không phải mua để cất giữ hoặc các mục đích bất hợp pháp khác).
Giá trị: Mỏng, chắc, phù hợp với lỗ khoan, đế (lỗ mồi) để khoan lỗ tâm.
----------------------
Vì thế:
Chúng tôi khoan viên nang dưới vít dài hiện có và với một cái dũa, chúng tôi tạo răng có chiều cao 0,5-1,0 mm. Hình học - giống như một lưỡi cưa sắt.
Một trường hợp cực đoan là làm răng khía bằng dao. Không vắt quá tay để không bị biến dạng. Chèn vít đầu phẳng + vòng đệm từ bên trong, vòng đệm + đai ốc từ bên ngoài. Chúng tôi đang thắt chặt. Chúng tôi nhận được một nhà máy cuối.
Tiếp theo, bạn cần một fluoroplastic (hay còn gọi là Teflon). Trường hợp lý tưởng là một tấm hoặc một tấm. Sau đó, chúng tôi lắp vít của chúng tôi vào mâm cặp của máy khoan và cắt nó ở tốc độ thấp. Đừng quên về các biện pháp phòng ngừa an toàn.
Chúng tôi tháo đai ốc, tháo vít ra khỏi mâm cặp kẹp, đẩy xi lanh đã cắt và vít ra khỏi ống bọc. Một lần nữa, chúng tôi chèn hình trụ vào ống bao cho đến khi nó dừng lại và khoan nó bằng chính mũi khoan mà chúng tôi đã sử dụng cho lớp sơn lót. Trước khi khoan, chúng ta cho mũi khoan vào mâm cặp sao cho chiều sâu của thân mâm cặp + chiều cao của trụ - 2 mm. Từ phía dưới, chúng tôi hỗ trợ hình trụ bằng một cái gì đó khi khoan. Tiếp theo, dùng tay khoan đẩy phớt dầu tương lai ra khỏi ống bọc và khoan lỗ theo cách thông thường. Chúng tôi có một phôi với một lỗ ở giữa.
Hơn nữa, tùy thuộc vào chiều cao thu được -2 tùy chọn. Chúng tôi cần chiều cao khoảng 7 mm.Nếu có sát thì ta mài trên da hoặc dũa (dũa và mài). Một cột cao - chúng tôi đưa nó qua vòng đệm trên vít, vít - vào máy khoan và giống như trên máy tiện, chúng tôi cắt nó bằng một lưỡi cưa sắt để lấy kim loại. Công nghệ - xoay mâm cặp "cách xa bạn", ai đó giữ mũi khoan, hoặc chúng tôi kẹp nó, ví dụ, trên bảng, sử dụng tay cầm bổ sung của bộ giới hạn độ sâu khoan.
Theo cách tương tự, chúng tôi điều chỉnh đường kính và tạo các đường vát bằng cách sử dụng một tệp nhỏ hoặc một vết giấy nhám trên thước.
Thao tác cuối cùng - cẩn thận khoan lại lỗ 7,9 mm bằng một mũi khoan sắc bén mới.
Fluoroplastic là vật liệu dẻo có khả năng biến dạng vĩnh viễn, vì vậy có thể khôi phục lỗ mòn bằng máy ép (bu lông, 2 vòng đệm và đai ốc).
------------------------------------
Chỉ trong trường hợp hỏa hoạn (TB):
1) khi cắt bỏ một con dao. lưỡi dao nên kéo ra xa bạn, quan sát độ vuông góc của vết cắt;
2) không cầm tấm bạt bằng tay không, hãy quấn nó lại;
3) bạn cần phải doa từ cả hai phía, đặc biệt là chất dẻo fluoroplastic (để không làm hỏng);
4) mất thời gian của bạn, hoặc đúng hơn là chọn đường kính ngoài
-------------------------------
Nếu có một tấm có độ dày phù hợp, thì bạn có thể:
a) sử dụng "diễn viên múa ba lê" hoặc la bàn
b) khoan, cắt bằng dao thành hình đa giác và mài (khó khăn - bạn cần giữ chặt giũa để loại bỏ các nhịp)
--------------------------------------
"Thủ công mỹ nghệ" như vậy có thể hoạt động đủ lâu để bạn thích thú.
-------------------------------------------------------
Bổ sung cho những điều trên.
Không phạm lỗi trên phớt dầu nếu trục có lỗ trống từ 0,1 mm trở lên, hoặc nếu nó lệch khỏi trục của lỗ hơn 0,08 mm: không thể tránh khỏi việc rò rỉ vòng bít. Nó sẽ không bị loại bỏ bằng cách đánh bóng trục, hoặc bằng cách tăng cường lực ép của cạnh làm việc bằng lực căng lò xo bổ sung (bằng cách rút ngắn vòng quay). Thay đổi phần cứng!
Thủ phạm gây ra một vòng bít "xấu" có thể là: một rãnh hình khuyên trên trục (kết quả của sự mài mòn tự nhiên của kim loại) hoặc hạn chế khả năng di chuyển của môi của vòng bít ở phần cuối của lỗ khoan. Trong cả hai trường hợp, di chuyển môi đóng gói dọc theo trục trục
Đọc,
uraldnepr. ru / publ / 1-1-0-15, bài viết chính xác. Điều này khẳng định một lần nữa rằng với tải xoay chiều của chúng tôi, tuổi thọ của trục là khoảng 2 năm. Không có vòng bít dầu (vòng bít tăng cường), ngay cả một cái mới cũng sẽ không tiết kiệm được. Của chúng tôi
niêm phong một phần tự hoạt động như một p / w và giảm mài mòn trục (giảm tải bằng cách thay đổi vai, nhớ độ bền của vật liệu). Cộng với PMS giữa các môi niêm phong. Do đó, chúng tôi không sửa chữa, mà hiện đại hóa.
Viết nếu bạn có bất kỳ câu hỏi nào.Chúc may mắn! ")




